





本文来自格隆汇专栏:中金研究,作者:张梓丁 陈显帆 严佳
光伏电镀铜兼顾降本和提效,可用于HJT/TOPCon/BC等路线,我们预计在N型时代有望成为金属化的主流路线之一。电镀铜目前正处于0到1阶段,我们估计2023年有望进入中试密集期,2024年有望进入小批量量产期,2025年后有望进入渗透率上升期,建议投资者把握电镀铜设备股机会。
摘要
产业背景:解决稀有金属“银”高耗量瓶颈,电镀铜技术恰逢其时。N型时代银浆成本高昂成为产业核心瓶颈,据我们测算,到2022年底,TOPCon/HJT银浆成本约为0.08/0.16元/W,占电池非硅成本达38%/54%。随着光伏终端装机需求的持续增长,稀有金属“银”的高耗量或成为制约产业发展的重要瓶颈,电镀铜工艺可以彻底解决光伏对这一稀有金属的依赖,发展该技术具有战略意义。此外,电镀铜在提效和组件成本节约上也有显著优势。
技术路径:种子层制备+图形化+电镀及后处理三大环节,技术路径尚未统一。1)种子层制备:改善栅线与TCO膜之间的附着特性和电性能,目前主流方法为PVD制备。2)图形化:在掩膜上形成栅线图形,便于后道工序实现铜栅线的选择性电镀,包括掩膜、曝光、显影等工序,每个环节均存在较多技术路径。3)电镀及后处理:在掩膜开槽部分完成铜电镀,然后去除掩膜和种子层。目前电镀环节的产能和良率提升是电镀铜整体工艺的关键难点。
成本测算:不仅在于金属化环节的降本,提效和组件端优势也应重视。电镀铜技术可大幅节约浆料用量,瓶颈在于掩膜、药水、设备成熟度,我们估计,电镀铜初步量产后,良率95%的背景下,电镀铜环节的总成本为0.13元/W左右(含人工水电)。应当重视的是,我们认为除金属化环节的降本,电镀铜增效潜力有望带来组件销售溢价(效率提升)和组件端成本(焊带等)节约。
市场空间:电镀铜技术蓄势待发,设备空间放开有望。我们估计当前的设备价值量单GW大约在1.5~2亿元。我们预计未来导入量产后可以降低到1亿元/GW(2026年)。分设备来看:我们估计当前曝光机PVD约为5000万元/GW左右,曝光机大约在3000~5000万元/GW,电镀机大概在6000万元/GW,此外还有其他设备如显影机、刻蚀机等等。我们预测电镀铜设备2023~2026年市场空间分别为6/15/54/127亿元,CAGR为178%。
风险
新技术验证、设备价格过高、环保相关政策风险。
产业背景:光伏N型时代来临,电镀铜技术恰逢其时
N型时代来临,少银化和去银化成为行业降本的主要诉求
新型电池技术银耗量大幅提升。随着光伏电池技术的快速发展,2022年新型电池技术的扩产超过市场预期,TOPCon、BC、HJT技术都在加速推进,N型电池时代已经来临。由于N型电池中浆料成本的占比大幅提升,因此少银化和去银化成为N型时代降本的主要诉求。
目前主要降低浆料成本的途径包括三类:1)浆料技术,例如银浆国产化、银包铜等新型浆料技术的应用;2)栅线图形优化,例如SMBB、0BB技术;3)金属化工艺优化,例如钢板印刷、激光转印、电镀铜等。其中,仅有电镀铜技术可以做到完全去银化,使用较便宜的金属铜替代贵金属银,同时还兼具提效的作用,因此成为行业长期看好的发展方向。
图表1:银浆成本占新型电池技术成本的比例显著提升(2022E)
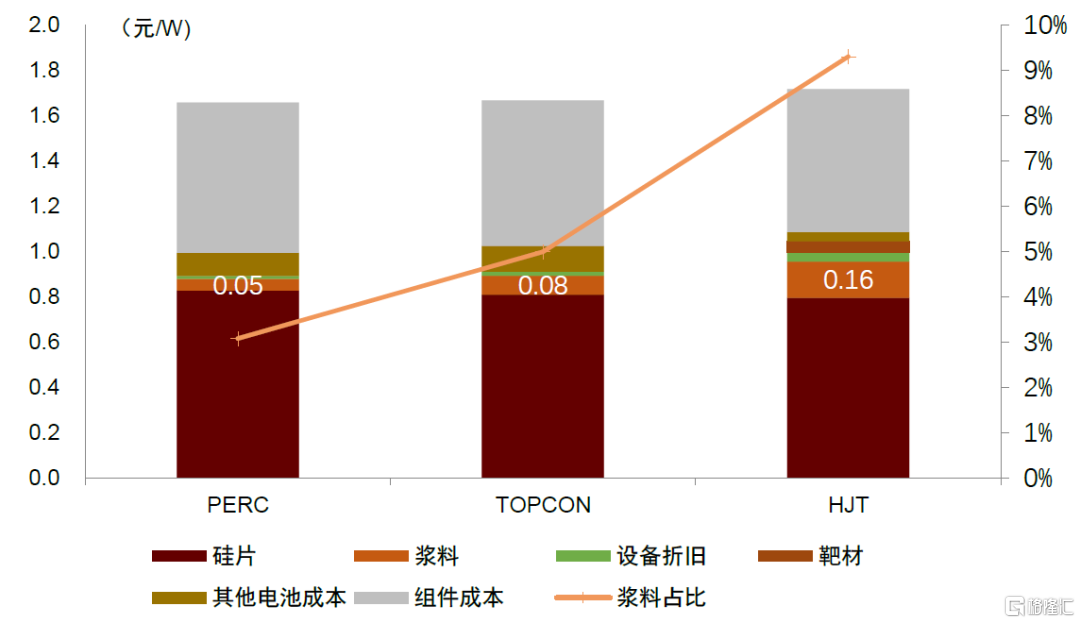
注:以上为中金机械组预测的2022年年底成本拆分 资料来源:CPIA,Solarzoom,中金公司研究部
金属化工艺是决定光伏电池效率和成本的关键步骤之一,主流技术丝网印刷工艺提升空间有限。金属电极既要与硅界面有高的粘结强度和低的接触电阻,又要为电流输出提供高导通路,为了保证低的遮光面积和低的传导电阻,要求制备窄而高的金属电极。目前,光伏电池的金属电极制备主要采用丝网印刷工艺,丝网印刷设备结构相对简单、价廉、易于操作,同时印刷工艺成熟、生产效率高,容易实现大规模的自动化生产,在一定程度上可以节约时间和成本。但目前来看丝网印刷的工艺提升空间较小。为进一步降本增效,激光转印、钢板印刷、电镀铜等新型金属化工艺正在产业化导入中。
电镀铜兼具“降本”和“增效”潜力,发展恰逢其时
电镀铜从成本下降和效率提升上都具备较大开发潜力:
► 成本上:金属铜导电性能好、成本低廉,是电池栅线金属化的理想材料。铜的电导率和密度和银都很接近,同时电阻显著低于银浆料,但是价格大约只有银的1/100;此外,银栅线的细化仍然存在物理极限,但铜栅线可以做到接近15微米的栅线宽度,更加节约浆料。
► 效率上:电镀铜电性能更为优越,根据捷得宝官网,目前电镀铜相较于丝网印刷银浆可以提升电池片效率0.2%,公司预计未来可以提升0.5%以上。这主要是由于:相比于丝网印刷,电镀制备电极过程中,栅线宽度、高度更为可控,可以有效提高栅线的高宽比,减小栅线遮挡的阴影损耗;同时,金属铜电阻率显著低于印刷银浆(而非纯银),可以有效减小电极与PN结的接触电阻、电极本身的体电阻以及电池的串联电阻。
图表2:金属铜栅线与银浆栅线数据对比
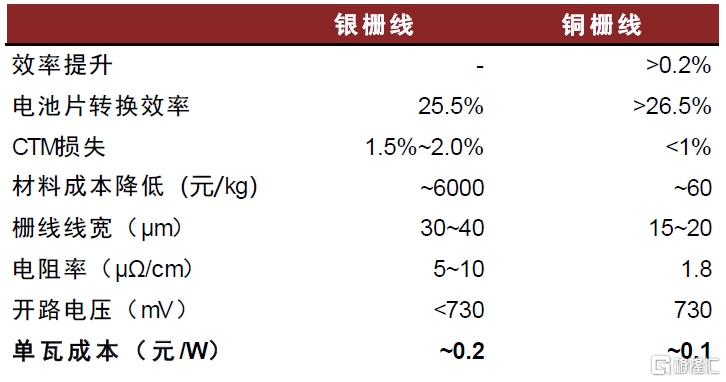
资料来源:捷得宝官网,中金公司研究部
图表3:电镀铜是细线宽、高导电性的金属化方法
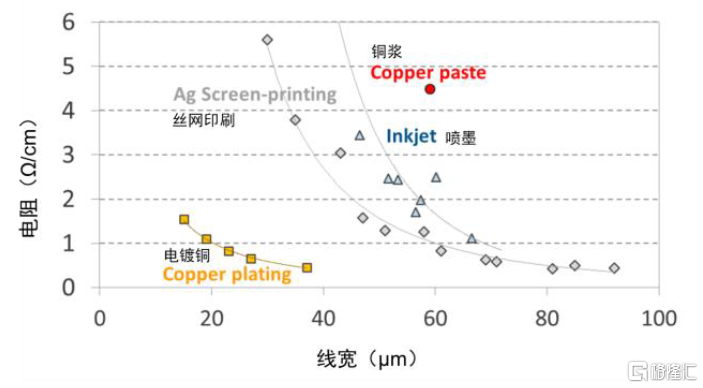
资料来源:CSEM《SILICON HETEROJUNCTION METALLIZATION AND MODULES APPROACHES》(2016),中金公司研究部
电镀铜目前处在产业化初期,量产工艺端仍有一些问题亟待攻克:
► 工艺流程长,良率待提升:相较丝网印刷,电镀铜流程包括种子层沉积、图形化、电镀、后处理等步骤,工序较为复杂,导致目前电镀铜良率较低,从而影响了生产成本;
► 设备距离产业化仍有距离:虽然图形化和电镀工艺在集成电路和PCB板制造上已有非常成熟的应用,但光伏必须兼顾低成本和高效率,对设备提出了大产能、高稳定性、低成本等众多要求。总得来说,目前电镀环节设备量产产能仍然较低,影响整体产业化进程;
► 环保方案较为复杂:在电镀铜工艺生产过程中,会产生干膜或油墨、电镀液等有机污染物,同时需要进行有机涂层材料、化学去除掩膜过程中的废水管理,且沉积抗蚀剂、曝光、抗蚀剂显影需在黄光洁净室内进行需要进行后续处理,对环保提出较高要求;
► 工艺匹配尚待提升,技术尚未定型:电镀铜工艺整体解决方案工艺步骤较多,存在各环节之间设备与材料的匹配问题、以及前续和后续工艺之间的匹配问题。此外,每道工序目前都有较多技术路线可选,尚未形成统一。
工艺详解:种子层制备+图形化+电镀及后处理三大环节,技术路径尚未统一
工艺流程:种子层制备→图形化→电镀及后处理
电镀铜工艺可以分为“种子层制备→图形化→电镀及后处理”三大环节,每个环节均有较多技术路径可以选择,目前尚未定型。相比银浆印刷,电镀铜最大的隐患在于脱栅,而电镀整线流程中图形化和电镀步骤直接关系到铜栅线的附着力。图形化步骤关系到铜栅线的形状,决定了栅线的覆盖率;电镀步骤关系到铜栅线的均匀性和应力,决定了结构的稳定性。不同的图形化和电镀方法会带来不同的附着力和脱栅率,因此不同设备公司在方法的选择上也各有不同。
图表4:电镀铜工艺流程及方法
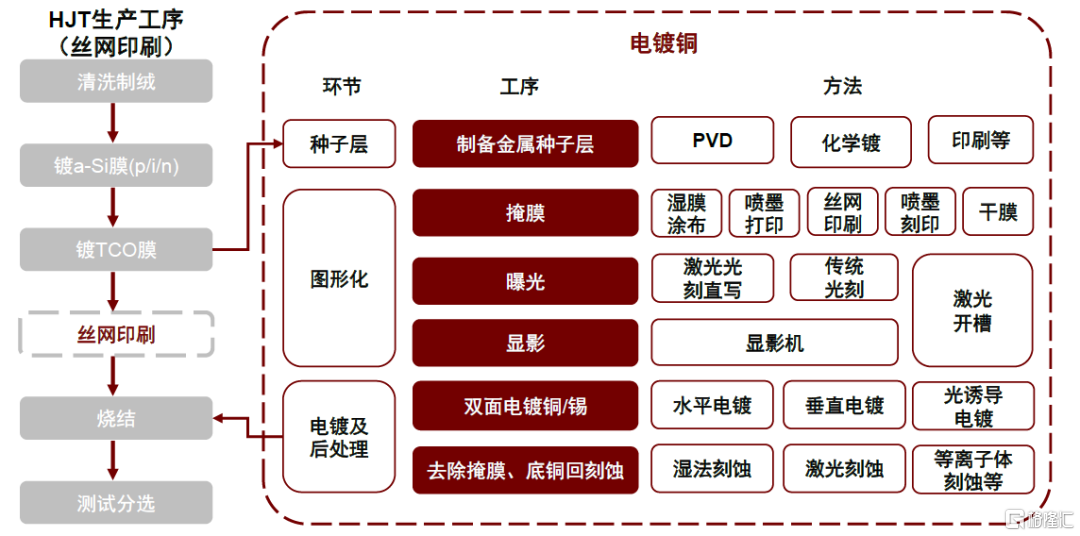
资料来源:CPIA,中国科学院上海微系统与信息技术研究所,俞健《硅异质结太阳电池接触特性及铜金属化研究》(2019),中金公司研究部
图表5:电镀铜工艺流程示意图(以HJT为例)
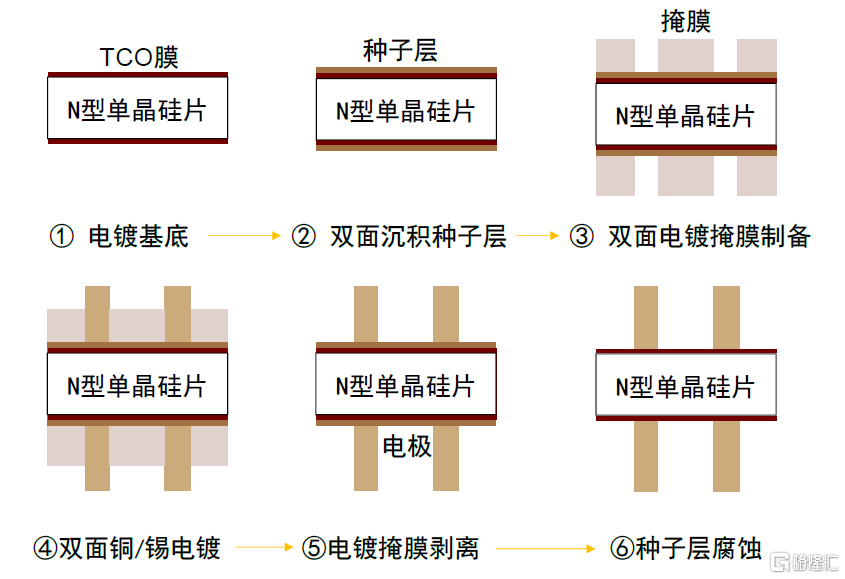
资料来源:俞健《硅异质结太阳电池接触特性及铜金属化研究》(2019),中金公司研究部
种子层制备:改善附着力,形成势垒层,主流方法为PVD
种子层的主要作用为改善金属电极和HJT电池的透明导电薄膜之间的附着特性和电性能。HJT电池的透明导电薄膜可以作为减反层、接触层和传导层,但在氧化物上电镀金属的附着性较差,故一般通过在电镀金属和透明导电薄膜之间引入一层极薄的种子层(一般200nm以内),来改善电极的接触和附着性能。种子层还可以作为后续电镀铜的势垒层,防止铜向硅内部扩散(对于TOPCon和PERC等高温工艺电池,完成种子层制备后往往需要对电池进行快速烧结处理,促进金属和硅的合金化,防止铜的扩散)。种子层的材料可以采用金属铜(Cu)、镍(Ni)、铜镍合金进行制备,钛(Ti)或者钨(W)也可以用作种子层。
目前种子层的主流制备方法为PVD,新增设备投资额约为5,000万元/GW。种子层制备方法包括物理气相沉积(PVD)、化学气相沉积、印刷、喷涂等,目前主流方法为PVD大面积沉积。在HJT电池制备过程中,种子层沉积可以和沉积TCO薄膜采取同一台PVD,通过增加腔体数量的方式实现,也可以直接增加一台PVD设备,靶材需要更换为铜或者铜合金等种子层材料。PVD设备技术较为成熟,一般由电池片设备厂商提供。与HJT的整面种子层不同,TOPCON电池种子层往往是局部沉积,由于TOPCON电池的电极需要和硅片进行局部接触,因此需要实现种子层的局部选择性制备,因此在种子层制备之前往往还有激光开膜工序。
图表6:TOPCon铜电极结构图
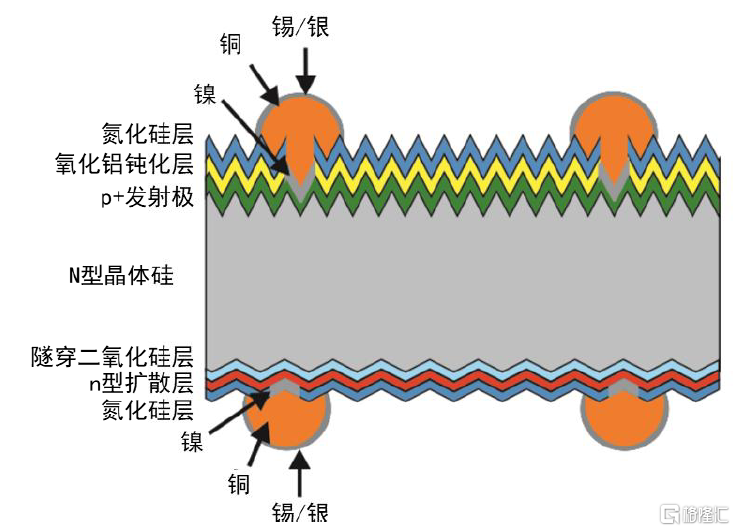
资料来源:德国弗劳恩霍夫太阳能系统研究所,中金公司研究部
图表7:HJT铜电极电池结构
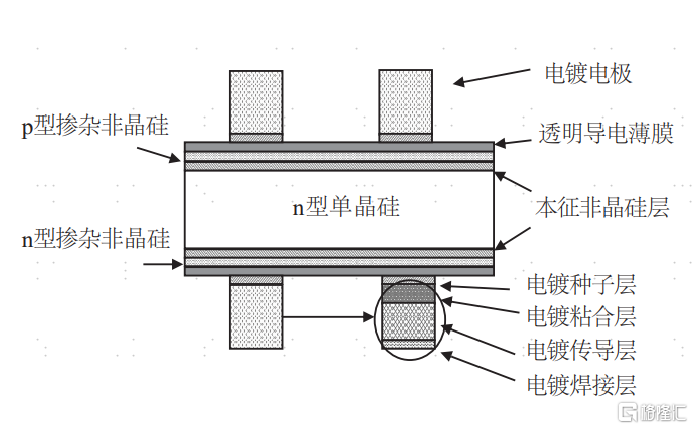
资料来源:俞健《硅异质结太阳电池接触特性及铜金属化研究》(2019),中金公司研究部
目前也有厂商在实验无种子层电镀方案。例如,2022年9月,迈为股份联合澳大利亚金属化技术公司SunDrive采用迈为自主创新的可量产微晶设备技术和工艺研制的全尺寸(M6,274.5cm²)N型晶硅异质结电池,其转换效率高达26.41%。在电池的金属化方面,SunDrive优化了其无种子层直接电镀工艺,使电极高宽比得到提升(栅线宽度可达9μm,高度7μm)。无种子层电镀的优势在于节省种子层制备的成本,但劣势在于其栅线铜应力更大,容易导致脱栅,因此会进一步提高对电镀设备的要求、工艺难度较高,同时无种子层电镀需要将硫酸铜药水更换为碱性药水,因此要求掩膜具备抗碱性,从而抬升掩膜成本。
图形化:核心工艺环节,技术方案尚未定型
图形化的主要作用是在掩膜上形成栅线图案,从而在后道电镀工序中能够实现选择性沉积。一般来说,图形化工艺包括掩膜、曝光、显影等工序,但也有不用曝光显影的工艺路线。
(1)掩膜工艺:
掩膜工序主要是将抗刻蚀材料涂覆在电池片表面,在电镀环节保护不需要被电镀的部分。掩膜材料可以分为干膜和湿膜两大类。
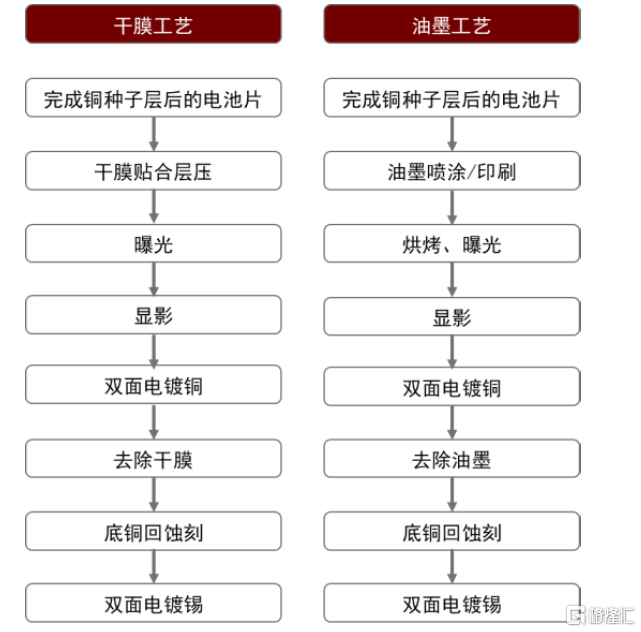
► 干膜:干膜是一种高分子材料,它通过紫外线的照射后能够产生一种聚合反应,形成一种稳定的物质附着于板面,从而达到阻挡电镀和蚀刻的功能。干膜法较为传统,优势在于可以提高电镀环节的均匀性,挑战在于干膜的厚度较难缩减(越薄成本越贵),因此难以制备更细的栅线。
► 湿膜:湿膜则一般指的是感光油墨,是指对紫化线感应,并且能通过紫外线固化的一种油墨,由树脂、溶剂、单体、助剂、无机填料、光引发剂等物质组成。油墨法的优势包括:1)栅线宽度窄:使用耐电镀油墨制备掩膜,可控性强且铜栅线形较好,目前捷得宝能够通过油墨掩膜技术制备15微米宽的铜栅线,而采用干膜制备的铜栅线宽度在20微米以上;2)设备整合程度高:与干膜相比,油墨若采取喷墨打印或丝网印刷的过程直接形成栅线图案,印刷后只需要用紫外或热烘烤固化完成即可进行电镀,且印刷、紫外或热烘烤固化设备成熟度高,适合于大规模自动化生产。根据捷得宝官网,干膜法需要9道单独工艺,设备较为复杂,而湿膜法则仅需2台设备即可整合9道工艺;3)成本低:湿膜成本远低于干膜,适合光伏行业大规模生产的要求。油墨的材料选择与性能与后续电镀质量息息相关,如果油墨不易去除导致残留,会影响电池电流,但太容易去除又会导致结合力弱,电镀铜易向两边扩张。
图表8:HJT电镀铜干膜、湿膜工艺对比
资料来源:捷得宝官网,中金公司研究部
掩膜工艺技术类型较多,湿膜+曝光显影的方式更为主流:目前主流的掩膜工艺包括层压贴合、喷墨打印、丝网印刷、喷印刻槽、油墨印刷等,分别可采用贴膜机、喷墨打印机、丝网印刷机、喷墨打印机、浸没机/喷涂机等设备。其中,若采用喷墨打印和丝网印刷方法,除了用于涂覆感光材料,也可以直接印刷出图形,从而节省后续曝光、显影等步骤,工艺步骤简单、设备需求少,但缺点在于较难将栅线线宽做细,同时做出来的铜栅线往往呈现上宽下窄的形状,增加遮光率。喷印刻槽则是直接在油墨上使用碱性药水蚀刻,同样可以节省曝光工序,但也面临线型不受控、线宽和精准度需要改进等问题。
图表9:各图形化掩膜工艺对比

资料来源:捷得宝官网,中金公司研究部
(2)曝光显影:
曝光显影是将所需图形转移到感光材料上的过程。在采用干膜贴合、湿膜印刷的掩膜工序后需要使用曝光显影进行图形化,目前曝光显影选取可采取的工艺方式包括传统掩膜光刻+显影、激光直写+显影、直接激光开槽或者喷墨打印(无需曝光+显影)。
► 传统掩膜光刻:掩膜光刻由光源发出的光束,经掩膜版在感光材料上成像,具体可分为接近、接触式光刻以及投影光刻。相较于接触式光刻和接近式光刻技术,投影式光刻技术更加先进,通过投影的原理能够在使用相同尺寸掩膜版的情况下获得更小比例的图像,从而实现更精细的成像。投影式光刻在最小线宽、对位精度、产能等核心指标方面能够满足各种不同制程泛半导体产品大规模制造的需要。但其劣势在于掩膜版和光刻机的成本较高,一般用于集成电路行业,无法用于光伏行业大规模生产。而接近、接触式光刻在精度上往往不能满足电镀铜要求的线宽要求。
► 激光直写(LDI):一种无需掩膜版(注:此处的掩膜并非指的是前文的感光材料,而是光刻机内所需的用于记录图形的掩膜版)的光刻方法,计算机控制的高精度激光束根据设计的图形聚焦至涂覆有感光材料的基材表面上,无需掩膜版直接进行扫描曝光。直写光刻根据辐射源的不同大致可进一步分为两大主要类型:一种是光学直写光刻,如激光直写光刻;另一种是带电粒子直写光刻,如电子束直写、离子束直写等。其中带电粒子直写光刻技术的生产效率较低,且在大规模生产中会产生较为严重的邻近效应;激光直写光刻技术受限于激光波长,在光刻精度上不如电子束、离子束等带电粒子直写光刻技术,无法满足高端半导体器件制造的需求,但在光伏领域较为适用。目前激光直写的方式在光伏电镀铜领域更被广泛关注和应用。
在传统掩膜光刻和激光直写进行曝光后均需进行显影,一般使用化学药剂进行湿法刻蚀即可,工艺已较为成熟。
图表10:直写光刻、接近/接触式光刻以及投影式光刻示意图
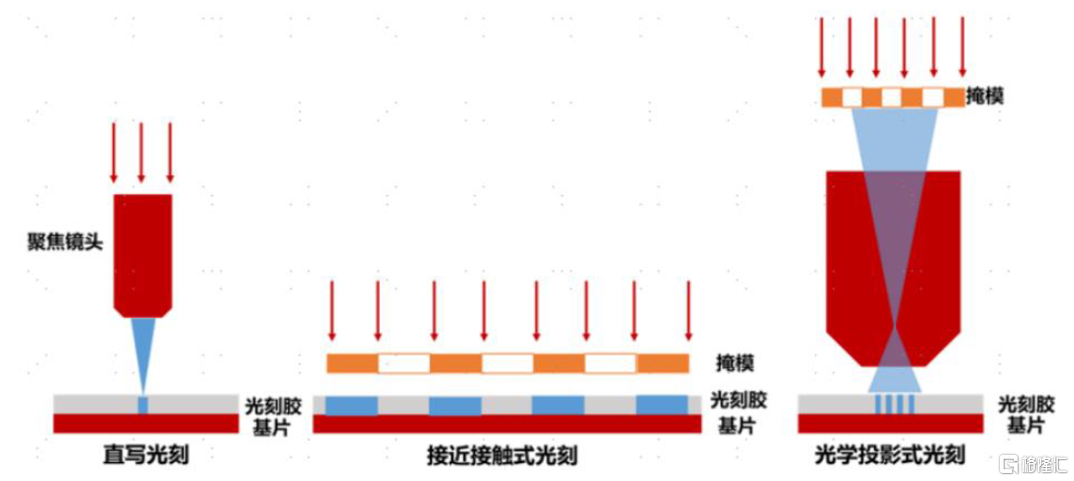
资料来源:芯碁微装招股说明书,中金公司研究部
► 激光开槽、喷墨打印等:激光开槽可以省去曝光+显影步骤,直接使用激光开槽打开掩膜膜层形成图形。激光开槽的技术壁垒较高:一方面,激光直接开槽实现高精度图形化的工艺控制技术壁垒较高,更为适用于BC类电池制备电镀铜,这是由于BC类电池仅在背面有栅线,栅线宽度可以较宽,因此对栅线精度要求低于HJT等电池;另一方面,直接开槽的激光束能量较高,控制难度大,若能量过高易损伤电池膜层,若能量过低易栅线形貌无法开干净。同时,喷墨打印也可以直接在种子层上打印出所需要的形状,喷墨刻印则可以在油墨上直接喷射碱性药水形成图形化,但都会有精度控制、栅线形貌不佳,线宽精度不够等问题。
图表11:通过激光开槽方式实现图形化
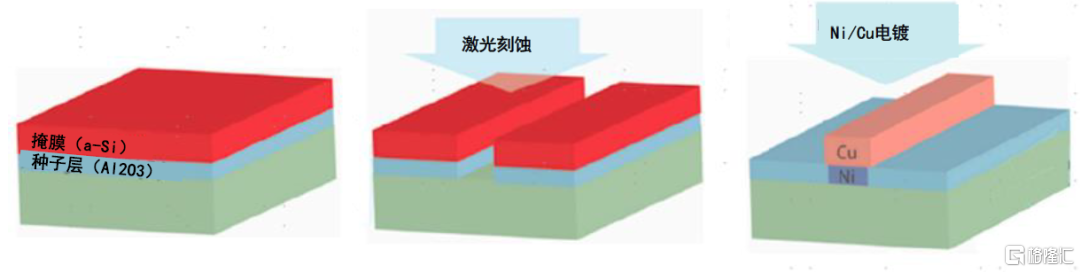
资料来源:YAB Jian《Copper metallization of electrodes for silicon heterojunction solar cells: Process, reliability and challenges》(2021),中金公司研究部
电镀及后处理:包括水平电镀和垂直电镀
图形化之后,电池表面不需要被电镀的部分被掩膜保护,而在掩膜开口处和种子层上方,则通过电镀的方式形成了铜电极。铜电极可以包括多个金属层,即粘合层、传导层和焊接层,其中起到传导电流作用的传导层是必须的。粘合层除了增强铜电极与TCO薄膜直接的附着力以外,还具有调节铜与TCO之间功函数差异、降低接触电阻的功能。焊接层主要为镀锡或者镀银,作用为避免铜氧化并提供良好焊接特性。电极制备完成后,需要选择性腐蚀掉非图形区域内、多余的种子层,并去除掩膜。
电镀铜的基础原理:电镀技术是利用电化学方法在导电固体表面沉积一层薄金属、合金或复合材料的过程,是一种特殊的电解过程[1]。电镀铜的具体过程如下:将需要镀铜的基体材料作为阴极,将铜板作为阳极,二者放置在电镀溶液中。阳极的铜板失去电子成为铜离子溶入电镀液中,而阴极的待镀基体表面获得电子形成铜镀层。电镀过程中,电镀液的选择、温度控制、反应时间和电流的密度等,都会对电镀效果产生较大影响,因此实际的工艺过程往往比较复杂。
图表12:电镀铜工艺原理
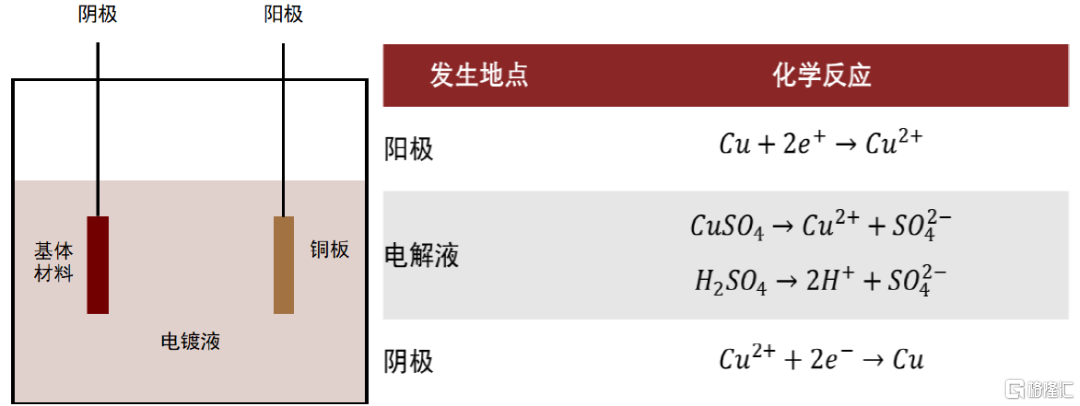
资料来源:VDMA, ITRPV report (12 edition),中金公司研究部
光伏电镀的方式包括垂直电镀、水平电镀、光诱导电镀等方法:
► 垂直电镀:又称挂镀,使用夹具夹上电池片后浸入含铜离子的药水进行电镀。挂镀技术在PCB应用已经很成熟,但由于需要夹具,如果电流过高会导致硅片表面电势不均匀,从而影响电镀的均匀性,生产效率较慢。同时,单片电池的不同区域、不同电池所处的溶液位置不一致,其接触的溶液浓度也有差异,因此会引起产品片内、片间的电镀厚度差异。此外,正因为垂直电镀的均匀性较差,因此最好搭配干膜工艺,成本也会较高。另外,垂直电镀产能有限也是个亟待解决的问题。因此垂直电镀工艺在光伏电镀铜的实际应用中,仍有较多待优化的部分。
► 水平电镀:将电池片水平放置后通过传送带浸入电镀液,电池片在槽体中通过滚轮的旋转带动进行水平链式传输,其中一侧滚轮通常为导电材料,电池与其保持接触,形成阴极。水平电镀下,由于电池表面是均匀的接触导电液,因此保障了更好的均匀性和稳定性。同时,在水平电镀下,电镀液通常只需要覆盖住硅片即可,因此电镀液的使用量也得到了显著节约。再则,水平电镀的传送速度更高,生产效率更高,产能也更大。但同时水平电镀也需要解决镀层表面可能产生空洞,硅片与滚轮接触稳定性,碎片率和稳定性的问题。目前国内主要采用水平电镀的公司是捷得宝。
图表13:垂直电镀和水平电镀
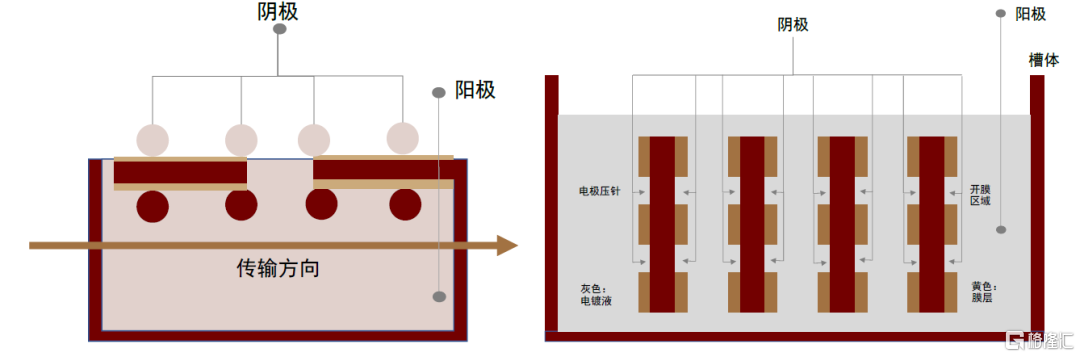
资料来源:专利之星,中金公司研究部
后处理:在电镀环节完成后,需对掩膜和种子层进行去除。先去除掩膜露出种子层,方法包括湿法腐蚀、等离子体刻蚀、激光刻蚀等,然后对种子层进行刻蚀,去掉底铜露出TCO层。
图表14:HJT电池电镀铜各类工艺研究进展

资料来源:YAB Jian《Copper metallization of electrodes for silicon heterojunction solar cells: Process, reliability and challenges》(2021),中金公司研究部
电镀铜是通用型金属化技术,新型电池均可使用,工艺要求略有不同
电镀铜技术是通用型技术,与TOPCon/HJT/XBC等各新型电池片均可适配,根据电池结构的不同,各类电池电镀铜工艺又有细微不同。我们认为电镀铜有望解决HJT电池的银耗成本高昂问题,且展现出可双面电镀等独特优势。电镀铜形成铜电极能够进一步降低TOPCon电池的栅线宽度,并且接触电阻、栅线附着力、背面光反射等性质均能符合要求。而BC因为背面栅线线宽可以做的更宽,因此电镀铜产业化可能也更快,SunPower已率先量产IBC铜电极电池。我们判断,随着电镀铜金属化技术逐步降本、环保问题逐渐得到解决,电镀铜技术有望在新型电池片中得到广泛应用。
HJT与电镀铜:技术适配度高,可大幅降低银耗量,同时提升效率
电镀铜金属化工艺与HJT电池适配度较高。一方面,HJT电池金属电极是与TCO膜接触,无需与硅片直接接触,因此可以降低铜离子对硅片内部的污染;另一方面,若进行无种子层电镀铜制备,表面的TCO膜也可以阻挡强酸或强碱药水的腐蚀。
当前在诸多技术中,HJT最受制于银浆成本高昂,因此电镀铜也更有用武之地。HJT电池为双面电池,银浆消耗量几乎为PERC电池两倍,考虑到低温银浆的高昂成本,因此价格低廉、与HJT电池匹配的铜材料代替银浆是HJT降本的重要途径。铜电镀工艺已在印刷电路板(PCB)行业得到验证,并被Kaneka、Silevo、金石能源等公司引入HJT太阳能电池金属化制备过程。同时,HJT作为高效电池,铜栅线可以进一步提升其效率,助力HJT电池突破26% 的效率。
图表15:HJT电池银/铜栅线效率对比
资料来源:T. Hatt《Albert-Ludwigs-University Freiburg》(2021),中金公司研究部
TOPCon与电镀铜:需增加激光开槽和烧结工序,可采用局部种子层工艺
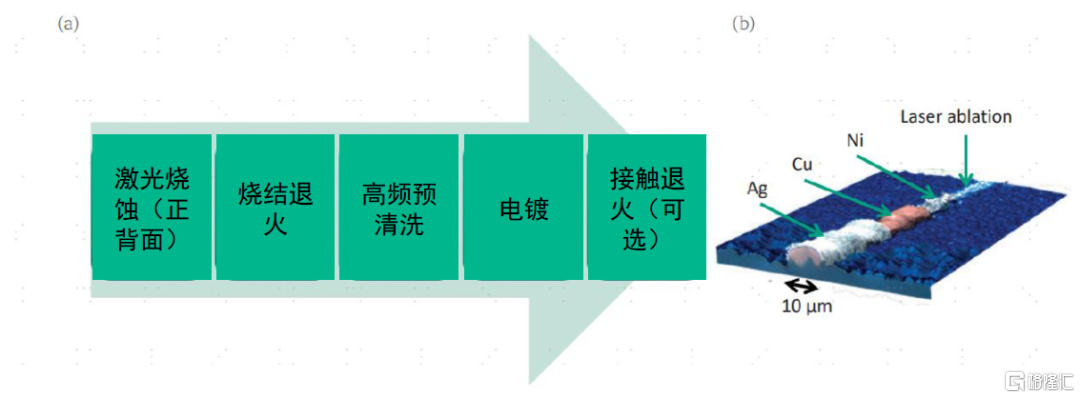
TOPCon或需额外新增激光开槽工艺。HJT金属电极仅与TCO膜接触,与硅片不直接接触,而TOPCon电池正面金属电极需要穿过氮化硅和氧化铝钝化层与硅片掺硼发射极直接接触,背面电极需要穿过传统氮化硅钝化层与隧穿层接触。在传统丝网印刷银浆形成电极的过程中,一般采用高温烧穿银浆直接烧穿钝化层,由于金属铜不具备烧穿功能,因此需要在种子层制备之前增加激光开槽和烧结工序。
根据《Plating for passivated-contact solar cells》(Kluska S et al.,2020),在TOPCon电镀铜工序中:1)一般需要利用超短脉冲激光系统对钝化层进行局部激光烧蚀形成接触区域;2)激光烧蚀后进行快烧炉退火可以激活TOPCon层,退火激活也可以作为激光损伤的退火工艺,从而进一步减少接触复合;3)电镀前的高频预清洗去除了工艺诱导和原生氧化层,以确保硅-镍接触界面的洁净;4)进行局部种子层沉积、电镀及去膜。
此外,TOPCon的工序还可以用以下方式:1)图形化(上膜、曝光、显影);2)氮化硅蚀刻图形化,可采用氮化硅蚀刻机;3)正背面局部种子层沉积,可采用化学沉积设备;4)电镀、去膜。
图表16:TOPCon电镀铜工艺流程
资料来源:Kluska S et al.《Plating for passivated-contact solar cells》(2020),中金公司研究部
IBC与电镀铜:需要增加激光开槽工艺,电镀设备需做改动
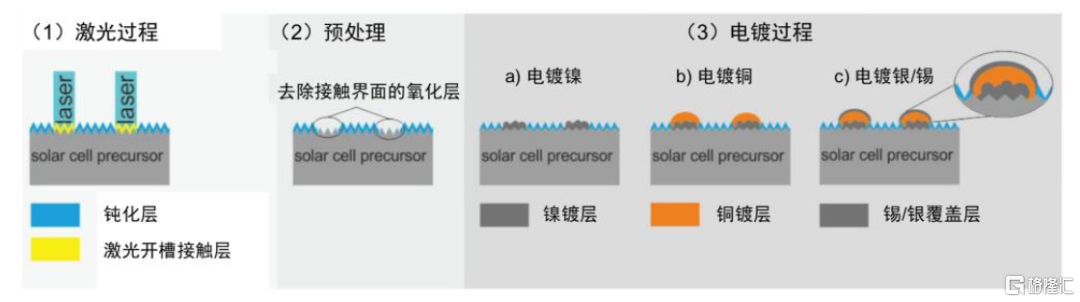
IBC电池电镀铜与HJT电镀铜的差异在于:1)栅线需要与硅片局部接触,因此需要增加背面钝化层激光开槽与预处理工艺;2)由于需要直接接触,种子层一般采用镍作为扩散阻挡层,防止铜扩散到硅中;3)栅线均处于电池片背面,无需考虑栅线遮挡问题,栅线宽度可以做的较宽,精细化要求降低,因此图形化难度降低,适用于直接激光开槽、喷墨打印等方法;4)正负极均位于电池片背面,电镀设备需做变动。
IBC电池电镀前需要增加激光开槽和预处理过程;种子层可采用镍作为阻挡层阻止铜扩散。IBC电镀铜工艺流程包括:1)通过钝化层的局部激光刻蚀做出栅线图案,使用氢氟酸(HF)去除激光开口内的自然氧化层进行预处理;可以增加退火步骤,通过在硅和镍的界面中形成硅化物以提高镀层结构在硅上的附着力。2)在激光开口区域上镀镍种子层,以镍作为扩散阻挡层以防止铜扩散到硅中;3)随后将铜镀在种子层上,作为主要的导电材料;4)再以银(或者锡)覆盖。
图表17:IBC电镀铜工艺流程
资料来源:Katharina Gensowski《Direct contact plating - Inline plating solution for ZEBRA IBC by local contacting》(2019),中金公司研究部
电镀设备需要局部直接接触。以RENA电镀系统为例,PERC电镀系统中,接触刷将电流传导到硅片表面形成全区域接触;IBC电镀系统中,更改接触刷设计,将电流传导到浸在电解液的电池表面形成局部直接接触。
图表18:PERC/IBC电镀铜工艺系统示意图
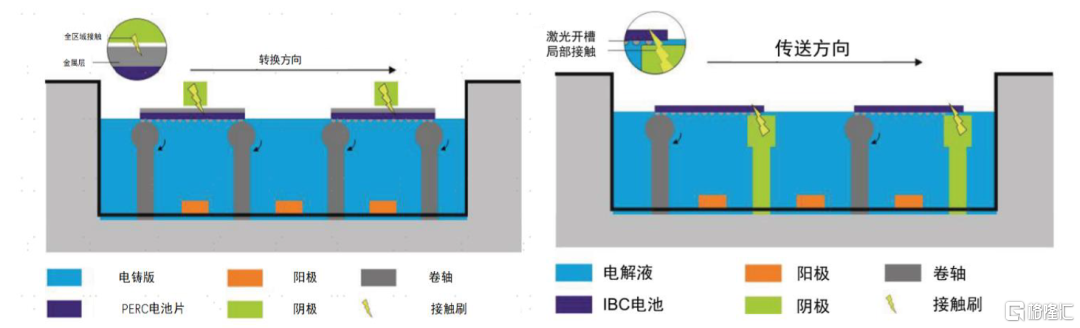
注:PERC电镀系统中,接触系统和电解液在不同侧;IBC电镀系统中,接触系统和电解液在同一侧;阴极由虹吸管实现,其中含有输送电流的接触刷 资料来源:Katharina Gensowski《Direct contact plating - Inline plating solution for ZEBRA IBC by local contacting》(2019),RENA Inline plating system,中金公司研究部
产业布局:技术经历几轮发展周期,产业化渐行渐近
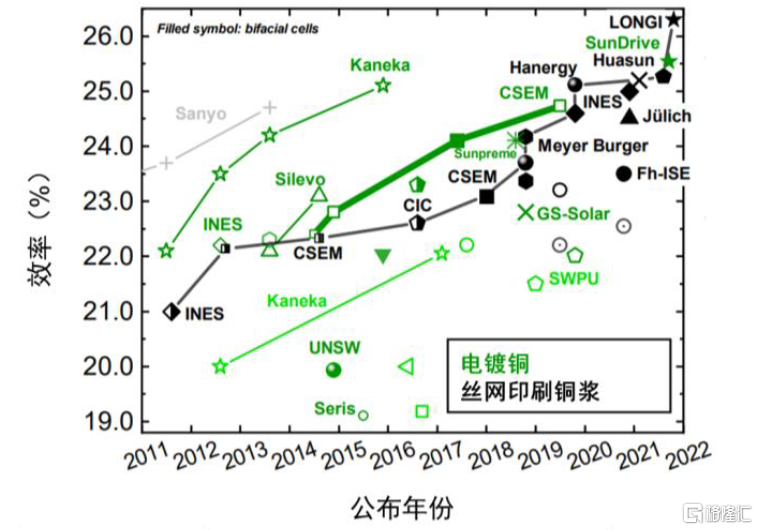
电镀铜并非新兴技术,海外长期应用展现明显提效
2004年开始,SunPower就在IBC电池上使用了电镀铜技术。SunPower旗下的Maxeon系列电池从2004年推出第一代开始,已经历了六次迭代。其秉承了一贯的背面电镀铜栅线结构,效率也从最开始的21%达到了如今第五/六代的25%,未来会继续往26%突破。由于BC结构电池的正面无主栅设计,背面不需要考虑栅线遮挡问题,可以适当增加栅线的宽度和密度,电镀铜是相比银浆印刷更好的选择。
2011年Kaneka率先将电镀铜技术应用在HJT电池上。Kaneka在2009年和IMEC合作成立了光伏实验室,在2011年11月成功在TCO层上镀了铜栅线,并且转换效率超过了21%。随后在2012年6月,Kaneka在日本实验室进一步提升了铜栅线HJT电池效率,达到了22.68%[2]。2015年Kaneka的铜接触金属化双面HJT电池效率达到了25.1%4,创下了世界纪录。2016年9月,Kaneka用HJT电池技术结合了BC结构,成功将电池效率提升到了26.33%,是世界首个效率超过26%的太阳能电池。此项记录在2017年8月被公司再次提升到了26.63%。
图表19:国内外主要参与电镀铜厂商的进展路线
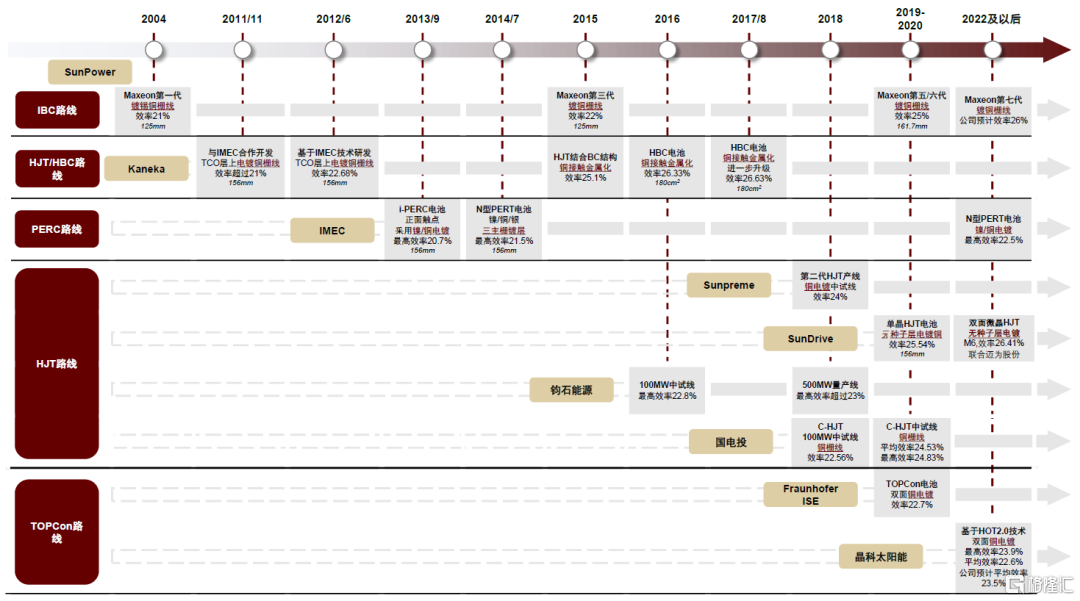
资料来源:各公司官网,国际能源网,中金公司研究部
国内兴起布局浪潮,电镀铜设备供应商蓄势待发
光伏企业积极布局电镀铜工艺路线
虽然国内电镀铜应用起步比较晚,但是各家都开始积极布局相关技术。根据专利汇的公开专利统计,隆基从2016年就开始申请电镀铜相关专利,其中技术方向包括了背接触电池制备技术的电镀铜应用、组件制备技术和电镀机相关设计。2018年起通威、爱旭等头部电池片厂商也开始入局电镀铜,获得了关于PERC、IBC电池电镀等各类专利。根据我们在专利之星的统计,截至2022年11月,隆基、金石、爱旭分别拥有81项、28项、16项电镀相关专利。
电镀技术的提效效果也在各个厂商有了初步验证结果。国电投在2018年建立了兆瓦级的电镀铜栅线HJT电池中试线,并在2021年初做到了24.5%的平均效率。金石能源在2021年就推出了电镀铜栅线HBC组件,组件效率达到了23.3%,中试线的电池效率最高能超过26%;同年公司开发了栅线互联技术,进一步发掘铜栅线更大高宽比和更低电阻率特性带来的提效极限。2021年11月海源复材公吿了和捷得宝合作建设5GW的电镀铜HJT产能,通过结合所有环节的最新技术来验证新路线的降本增效成果,首条线规划投产600MW。
图表20:金石能源在2021年上海SNEC展示的HBC双玻组件
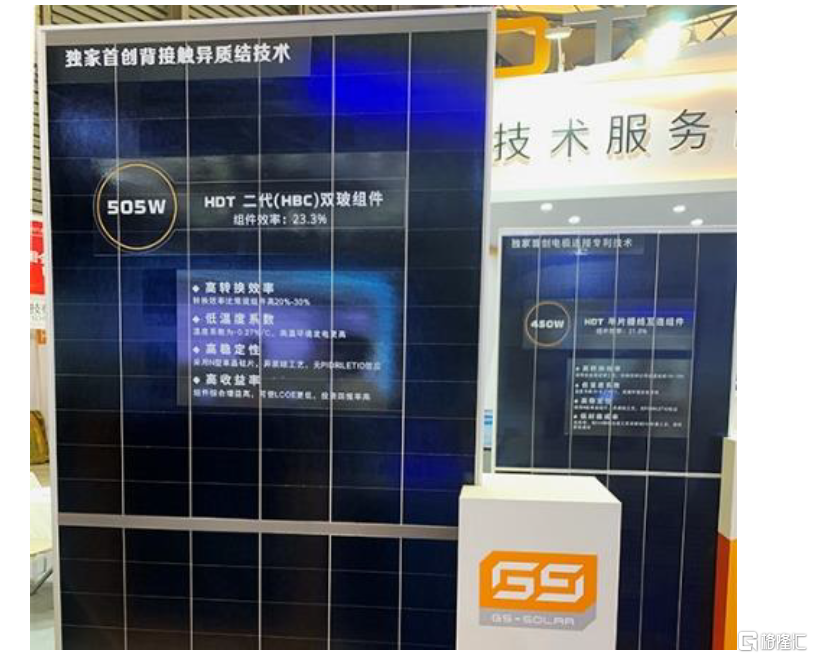
资料来源:金石能源官网,中金公司研究部
电镀铜设备逐步从进口转向国产
电池片厂商使用的电镀铜设备也逐渐由进口转向国产。目前海外主要电镀机供应商是Meco和RENA,其中Meco是较早提供量产整线电镀机的厂商之一,跟SunPower合作制成了Maxeon系列。RENA主要为国内前期的开发提供了整线设备,合作的电池片厂商包括了晶科、天合、爱旭等头部企业。捷得宝从2018年供给国电投开始,目前具备量产整线设备提供能力,根据海源复材公吿,捷得宝目前其在持续进行铜栅线验证的客户,国内外共有12家,其中8家的技术路线是HJT,其他4家则是TOPCon。金石能源的布局也比较早,2016年就开始在公司内部进行电池片测试和生产。苏州太阳井2017年成立,致力于提供HJT全新低成本铜制程Turnkey整体解决方案,目前已申请国内外专利70余项,其中近30项专利已获得授权,公司先后获得光伏行业龙头企业通威股份的两轮战略投资,2022年11月光伏HJT设备新产线项目在苏州正式启动。
国内亦有其他设备厂商向电镀铜设备拓展。其中进展较快的有东威科技和罗博特科,根据各公司公吿,东威科技光伏电镀设备目前已通过中试线阶段,下一步是解决成本问题;罗博特科预计2022年12月将在合作客户端逐步完成铜电镀设备的样机配套。东威科技是PCB电镀的龙头企业,2021年开始布局光伏行业;罗博特科专精光伏设备自动化方向,在HJT电池路线的自动化上已经迭代到第三代产品。其他进入的企业还有芯碁微装,研究方向为泛半导体的直写光刻设备,根据公司公吿未来也将进入光伏行业,提供图形化的另一个方向。
成本测算:不仅在于金属化环节的降本,提效和组件端优势也应重视
我们估计,电镀铜整线量产后,在良率为95%的背景下,电镀铜环节的总成本为0.13元/W左右:
► 设备折旧:我们估计当前电镀铜整线设备价值量大概在1.5~2亿元/GW左右,而丝网印刷在3000~5000万元/GW的水平,此外,电镀铜的设备目前仍然面临良率低和产能低的问题,为当前电镀铜工艺产业化的重要瓶颈;
► 铜成本:包括铜栅线成本和种子层铜成本。考虑到铜的价格仅为银的1/100左右,同时铜栅线可以比银栅线更窄,因此我们认为铜栅线成本在整个成本占比较低;此外,铜成本还包括底铜成本,我们估计大概在0.005元/W左右。
► 掩膜成本:掩膜分为干膜、湿膜等,干膜的成本较高,我们估计不会成为主流的路线,根据我们的调研,目前膜成本大概在0.025元/W左右,未来仍有下降空间;
► 电镀液成本:电镀液成本我们估算为0.02元/W左右;
► 其他成本:主要包括添加剂、靶材、锡等等,我们估计合计0.015元/W左右。
► 水处理成本:我们估算水处理成本大约在0.01元/W左右;
► 人工和水电:我们估计在0.02~0.03元/W左右。
图表21:电镀铜工艺段成本拆分(2022E)
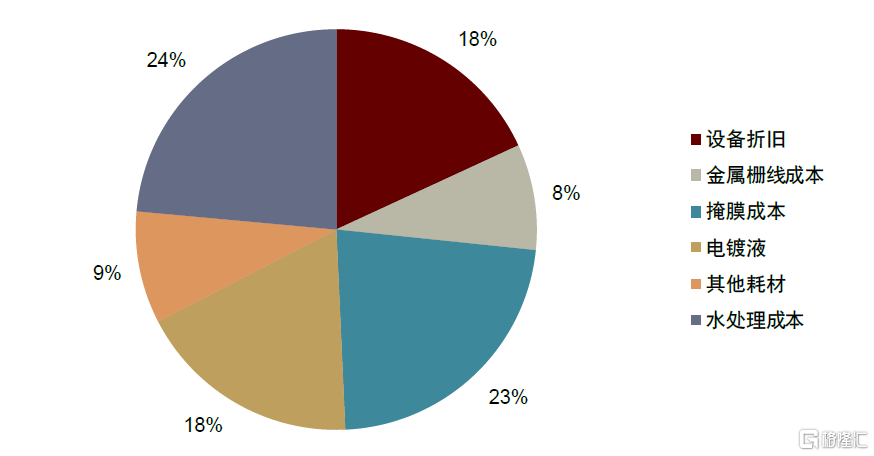
资料来源:捷得宝官网,金石能源官网,中金公司研究部
多种金属化技术同步推进,降本各显神通。根据我们估算,以HJT为例,目前的低温银浆成本大约为0.16元/W,若考虑金属化环节的设备折旧和人工水电,大约在0.18元/W。若电镀铜工艺量产且良率过关,我们认为其相对于丝网印刷具备优势。长期来看,由于HJT将导入银包铜和0bb,若银包铜降低至50%银含量+单W浆料耗量在0bb技术下降到12mg以下+银包铜浆料充分国产化,则我们估计丝网印刷+银包铜+0bb的方式有可能将浆料成本降低到4分钱/W左右,但银包铜的可靠性,0bb带来组件设备成本上升,以及国产银包铜导入需要时间,都是产业需要解决的问题。此外,激光转印也在加速推进,我们估计当前有望降低浆料用量30%以上。我们认为,在HJT领域,银包铜+丝网印刷/激光转印+0bb与电镀铜工艺目前齐头并进,均有降本潜力。但若把视角从短期的金属化成本对比拉长到更长期,随着光伏终端装机需求端不断增长,稀有金属银耗量的增加将成为长期的瓶颈,解决稀有金属耗量大在未来可能愈发迫切,电镀铜具有长期优势。另外,除了金属化环节的降本,电镀铜的提效和组件端优势同样值得重视。
市场空间:电镀铜技术蓄势待发,设备空间放开有望
目前尚未有GW级别的光伏电镀铜整线在量产,我们估计当前的设备价值量单GW大约在1.5~2亿元,相当于新建一条TOPCon产线的投资额。电镀铜产业化需要在设备成熟度和材料降本上继续发力。我们预计未来导入量产后可以降低到1亿元/GW。
分设备来看:我们估计当前曝光机PVD约为5000万元/GW左右,曝光机大约在3000~5000万/GW,电镀机大概在6000万元/GW,此外还有其他设备如显影机、刻蚀机等等。
我们预测2026年行业市场空间达到127亿元。考虑到电镀铜目前还处于研发和早期中试阶段为主,我们估计2023年会进入行业中试阶段,2024年开始小批量的量产,2025年开始进入渗透率加速阶段。我们假设在新增N型电池中,电镀铜工艺段渗透率在2023~2026年分别为2%、5%、20%和50%,单GW价值量分别为2/1.6/1.2/1.0亿元,则我们预测电镀铜设备2023~2026年市场空间分别为6/15/54/127亿元,CAGR为178%。其中,到2026年,PVD/曝光机/电镀机/其他设备市场空间分别达到31.9/36.1/43.3/16.1亿元。
图表22:光伏电镀铜设备市场空间测算
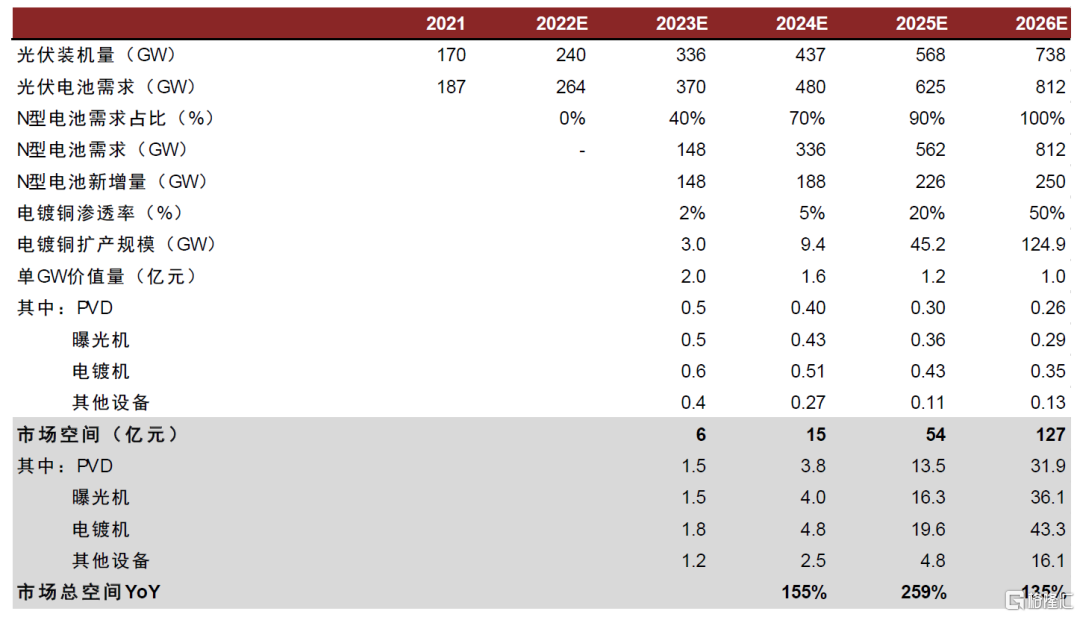
资料来源:CPIA,国际能源网,中金公司研究部
风险提示
1)技术风险。其他降低银浆耗量的路线如银包铜、0BB、钢网印刷等的成熟速度更快,可能使得金属化成本快速降低,存在低于电镀铜整体成本的可能性,在这种情况下,电镀铜可能无法成为下一代主流技术。
2)设备价格过高风险。目前设备整体成本较高,达到1.5-2亿元/GW,远高于丝网印刷的3,000-5,000万元/GW,若未来电镀铜设备整合和投资成本降本不达预期,渗透率达不到预期。
3)相关政策风险。电镀铜工艺有较多电镀液、掩膜材料需要进行环保处理,整体环评难度较高,若未来环保政策加紧,电镀项目的审批更加困难,可能导致量产无法形成预期布局。
[1]张敏,张治,卢刚等《高效异质结电池金属化技术发展现状及趋势》(2017)
[2]均经过德国弗劳恩霍夫太阳能系统研究所(Fraunhofer ISE)认证。








